





Consultanta produs
Adresa ta de e-mail nu va fi publicată. Câmpurile obligatorii sunt marcate *


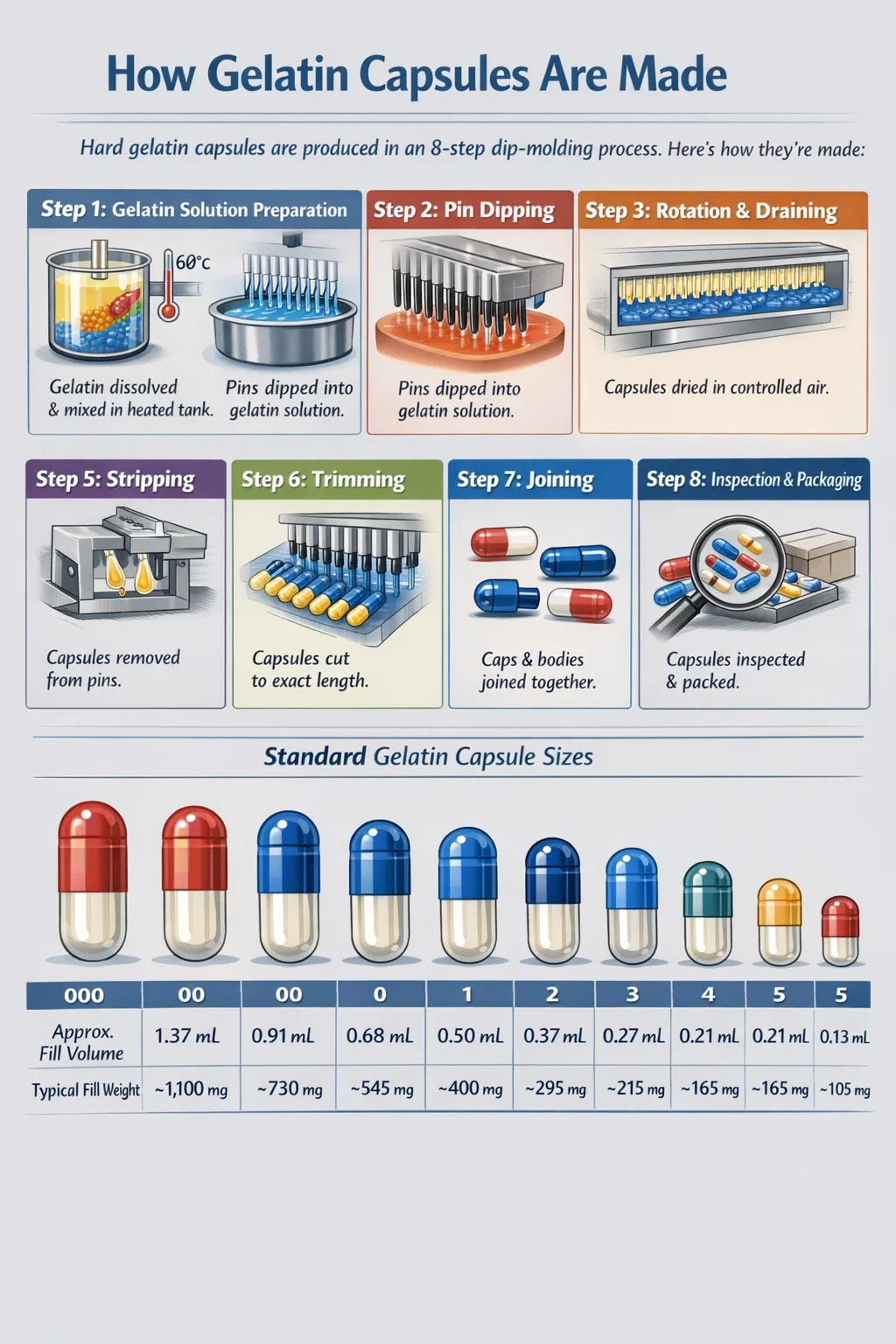
Capsulele - în special capsulele de gelatină - sunt fabricate printr-un proces de turnare prin imersie în care știfturile din oțel inoxidabil proiectate cu precizie sunt scufundate într-o soluție de gelatină cu temperatură controlată, retrase, uscate, decupate, tăiate și îmbinate pentru a forma învelișul finit. Acest proces se aplică la capsule de gelatină tare (HGC) , care reprezintă aproximativ 70-75% din toate capsulele produse la nivel global. Capsulele moi de gelatină (capsulele moi) urmează o metodă diferită de încapsulare a matriței rotative, în care învelișul și materialul de umplutură sunt formate simultan.
Întregul ciclu de fabricație al capsulelor de gelatină tare - de la scufundarea știfturilor până la coaja finită - durează de obicei 45 până la 50 de minute pe ciclu de lot pe o linie automată modernă, cu o singură mașină de producție capabilă să producă peste 1 milion de învelișuri de capsule pe oră. Înțelegerea acestui proces este esențială pentru producătorii de produse farmaceutice, mărcile de nutraceutice, farmaciile de combinare și pentru oricine care aprovizionează sau evaluează materiale pentru capsule.
O capsulă de gelatină este o înveliș făcută în principal din gelatină - o proteină derivată din hidroliza parțială a colagenului provenit din oase, piele și țesuturi conjunctive de animale, cel mai frecvent de origine bovină sau porcină. Învelișul se dizolvă în lichidele gastrice din interior 3 până la 10 minute , eliberând eficient conținutul său în sistemul digestiv.
Capsulele de gelatină domină piața farmaceutică și a suplimentelor din mai multe motive măsurabile:
Două tipuri principale de capsule gelatinoase există în producția comercială: capsule gelatinoase tari și capsule gelatinoase moi. Procesele lor de fabricație sunt fundamental diferite, iar aplicațiile lor reflectă aceste diferențe.
Înainte de a examina procesul de producție, este necesar să înțelegeți materialele de intrare care determină în mod direct calitatea învelișului, performanța de dizolvare și conformitatea cu reglementările.
Gelatina de calitate farmaceutică utilizată în producția de capsule trebuie să îndeplinească specificațiile prezentate în Farmacopeea Statelor Unite (USP), Farmacopeea Europeană (Ph. Eur.) și Farmacopeea Japoneză (JP). Parametrii cheie de calitate includ:
Cojile de gelatină pură ar fi prea fragile pentru o manipulare practică. Se adaugă plastifianți pentru a introduce flexibilitate. Pentru capsulele, conținutul de plastifiant este menținut la minim (sub 1-2%). Pentru capsulele moi de gelatină, concentrația de plastifiant este mult mai mare - de obicei 20-30% din formula de coajă . Cel mai comun plastifiant este glicerina, sorbitolul fiind folosit în aplicații sensibile la umiditate.
Dioxidul de titan este folosit ca opacizant pentru a preveni degradarea luminii a materialelor de umplutură fotosensibile. Coloranții aprobați (coloranți FD&C, oxizi de fier, pigmenți naturali precum annatto sau carmin) sunt încorporați în soluția de gelatină înainte de scufundare. O singură capsulă poate conține 0,01% până la 2% g/g dioxid de titan în funcţie de nivelul de opacitate cerut.
Apa purificată (îndeplinește standardele USP sau Ph. Eur.) este solventul principal pentru dizolvarea gelatinei. Soluția de gelatină utilizată la scufundare conține de obicei 30–40% g/g solide de gelatină dizolvate în apă , menținut la 50–60°C pentru a menține soluția la vâscozitatea adecvată pentru scufundare.
Unii producători adaugă în masa de gelatină conservanți antimicrobieni cu concentrație scăzută, cum ar fi dioxidul de sulf (SO₂), pentru a preveni contaminarea microbiană în timpul procesării. Nivelul permis în gelatină finită nu este de obicei mai mare de 50 mg/kg pe Ph. Eur. caietul de sarcini.
Fabricarea învelișurilor capsulelor de gelatină tare urmează o secvență de pași strict controlată. Fiecare fază are loc într-o secțiune dedicată a unei mașini automate de fabricare a capsulelor (cum ar fi cele produse de Capsugel, ACG sau Qualicaps). Iată o detaliere a fiecărei etape:
Granulele de gelatină de calitate farmaceutică sunt cântărite și dizolvate în apă purificată folosind un vas de amestecare cu manta cu încălzire controlată. Soluția este adusă la 60–70°C sub agitare continuă timp de 2-4 ore până la omogenizare completă. În această etapă se adaugă coloranți, opacizanți și orice excipienți. Soluția finală este degazată sub vid pentru a îndepărta bulele de aer care altfel ar crea găuri în carcasa finită. Soluția este apoi transferată într-un rezervor de stocare unde temperatura este menținută la 50–55°C pentru a preveni gelificarea prematură, menținând în același timp vâscozitatea corectă pentru scufundare.
Miezul fabricării capsulelor dure este procesul de turnare prin scufundare. Știfturi din oțel inoxidabil sau alamă - prelucrați cu precizie la dimensiunile exacte ale fiecărei dimensiuni de capsulă (de la dimensiunea 000 la dimensiunea 5, cu volume corespunzătoare de la 1,37 mL până la 0,13 mL) - sunt aranjate în bare care dețin sute de știfturi fiecare. Aceste bare de știft sunt mai întâi curățate, inspectate și pre-lubrifiate cu un agent de eliberare (de obicei un lubrifiant pentru mucegai pe bază de cetrimidă sau agenți similari) pentru a facilita îndepărtarea capsulei.
Barele cu ace sunt apoi scufundate în soluția de gelatină cu temperatură controlată. Rezervorul de scufundare este menținut la 45–50°C pentru a se asigura că gelatina îmbracă știfturile uniform. Știfturile corpului și știfturile capacului sunt scufundate separat, deoarece au dimensiuni ușor diferite - capacul are un diametru marginal mai mare pentru a permite corpului să alunece în interior și să se blocheze în timpul îmbinării. Adâncimea de scufundare și viteza de retragere sunt controlate cu precizie pentru a obține o grosime uniformă a peretelui carcasei 0,09 până la 0,12 mm .
Imediat după scufundare, barele de știft sunt răsturnate și rotite încet. Această rotație asigură o distribuție uniformă a filmului de gelatină pe întreaga suprafață a pinului, prevenind adunarea la vârf. În această fază, excesul de gelatină se scurge înapoi în rezervorul de scufundare, reducând risipa de material.
Știfturile acoperite trec printr-o serie de cuptoare de uscare unde aerul condiționat la temperatură și umiditate controlate precis este direcționat peste filmul de gelatină. Condițiile de uscare sunt de obicei 20–25°C cu umiditatea relativă menținută între 30–45% . Uscarea prea rapidă provoacă crăpare; uscarea insuficientă lasă cojile moi și lipicioase. Tunelul de uscare pe o mașină automată modernă poate fi 30 până la 50 de metri lungime efectivă , cu zone multiple de temperatură și umiditate, pentru a obține o uscare graduală, uniformă. Această etapă durează de obicei 30–40 de minute din timpul total de rezidență în tunel.
Odată uscată la conținutul corect de umiditate (de obicei 13–16% g/g în această etapă), învelișurile de gelatină semirigide sunt îndepărtate mecanic de pe știfturi folosind fălci de decapare din cauciuc care prind și trag coaja fără denaturare. Acesta este un pas critic - orice neregularități ale suprafeței știfturilor sau lubrifiere inadecvată vor cauza ruperea sau deformarea în acest moment.
Cojile decojite au un capăt deschis neuniform (capătul care se afla la vârful știftului). Cuțitele rotative de precizie taie fiecare carcasă la lungimea exactă specificată. Capsulă de gelatină tare și lungimile corpului sunt definite standard - de exemplu, o capsulă de dimensiunea 0 are o lungime a corpului de 18,0 mm și o lungime a capacului de 11,7 mm (dimensiuni standard aproximative; specificațiile exacte variază în funcție de producător). Precizia de tăiere este de obicei de ±0,3 mm.
Corpurile și capacele tăiate sunt introduse într-o secțiune de îmbinare unde sunt preblocate: corpul alunecă în capac într-o poziție de preblocare, ținându-le împreună ca cochilii goale în timpul operațiunilor de manipulare și umplere. Capsulele preblocate pot fi separate cu ușurință prin mașini de umplere pentru umplere, apoi închise complet după ce umplerea este completă. Mecanismul de îmbinare folosește ghidaje și suporturi de came pentru a împinge corpul în capac la o adâncime controlată.
Învelișurile de capsule de gelatină goale finite trec prin sisteme automate de inspecție echipate cu camere și senzori care detectează defecte vizibile - găuri, pereți dubli, despicaturi, adâncituri și inconsecvențe de culoare. Ratele de respingere pe liniile moderne bine întreținute sunt de obicei mai mici 0,5% . Cojile acceptate sunt ambalate în vrac în saci de polietilenă în cutii de carton și depozitate în condiții controlate de 15–25°C și 35–65% RH pentru a menține integritatea cochiliei în timpul perioadei de valabilitate (de obicei 3-5 ani).
Capsulele de gelatină tare sunt fabricate în dimensiuni standardizate, fiecare corespunzând unei capacități de volum de umplere definite. Alegerea dimensiunii corecte este o decizie critică de formulare.
| Dimensiunea capsulei | Volumul aproximativ de umplere (mL) | Greutate tipică de umplere (mg) la densitate de 0,8 g/mL | Aplicații comune |
|---|---|---|---|
| 000 | 1.37 | ~1.100 | Doze mari veterinare, nutraceutice |
| 00 | 0.91 | ~730 | Ulei de pește, extracte din plante |
| 0 | 0.68 | ~545 | Cea mai comună dimensiune a suplimentului OTC |
| 1 | 0.50 | ~400 | Produse farmaceutice Rx |
| 2 | 0.37 | ~295 | Formule cu doză medie |
| 3 | 0.27 | ~215 | API-uri puternice, formulări pediatrice |
| 4 | 0.21 | ~165 | Medicamente cu potență foarte mare |
| 5 | 0.13 | ~105 | Nou-născuți și microdozare |
Capsulele moi de gelatină (capsulele moi) sunt produse folosind procesul de încapsulare a matriței rotative , inventat de Robert Pauli Scherer în 1933. Spre deosebire de fabricarea capsulelor dure, procesul softgel formează învelișul și încapsulează materialul de umplere simultan într-o operațiune continuă.
O masă de gelatină caldă (conținând gelatină, plastifiant - de obicei glicerină și/sau sorbitol la 20-30% din greutatea gelatinei uscate - și apă) este răspândită pe tamburi de turnare răcite pentru a forma panglici de gelatină continue de grosime controlată, de obicei 0,5 până la 1,2 mm grosime . Două panglici sunt formate simultan - una pentru fiecare jumătate a capsulei.
Cele două panglici de gelatină sunt alimentate din părți opuse într-un mecanism de matriță rotativă constând din două role de matriță care se rotesc în sens invers. Pe măsură ce benzile converg către matrițe, materialul de umplere (lichid, suspensie sau pastă) este injectat de la o pompă de umplere printr-un mecanism de injecție în formă de pană poziționat între benzi. Matrițele ștampiază și sigilează gelatina în jurul materialului de umplere folosind căldură și presiune - de obicei 37–40°C la suprafața matriței — în timp ce tăiați simultan capsula din panglică. Aceasta produce o capsulă închisă ermetic într-o singură operație.
Gelurile moi proaspăt formate conțin 30-40% umiditate și trebuie să fie uscate. Acestea sunt transferate în uscătoare de rufe — tamburi mari rotativi cu flux de aer condiționat — unde se rotesc continuu pentru 2-4 ore pentru a preveni lipirea și pentru a promova uscarea uniformă. Uscarea ulterioară a tăvii poate continua pentru 24-48 de ore în medii controlate până când învelișul atinge un conținut de umiditate de echilibru de aproximativ 6–10% g/g .
Umplutura pentru o capsulă moale de gelatină trebuie să fie lichidă sau semisolidă la temperaturile de procesare. Materialele care sunt incompatibile cu umplutura softgel includ:
Capsulele de hidroxipropil metilceluloză (HPMC) – numite și capsule vegetariene sau vegane – au câștigat o cotă de piață semnificativă ca alternative la capsulele de gelatină, în special pentru produsele care vizează consumatorii vegetarieni, vegani, halal și kosher. Procesul de fabricație pentru capsule HPMC folosește același principiu de turnare prin imersie, dar cu diferențe importante.
| Parametru | Capsula de gelatina | Capsula HPMC |
|---|---|---|
| Material de coajă | Gelatina de origine animală | Polimer de celuloză derivat din plante |
| Timp de dizolvare (gastric) | 3–10 minute | 15–30 de minute |
| Sensibilitatea la umiditate | Ridicat (casabil sub 12% RH, moale peste 65% RH) | Mai jos — mai stabil în intervalul RH |
| Cost pe unitate | 0,01 USD–0,05 USD | 0,03 USD–0,10 USD (aproximativ 2–3 ori mai mare) |
| Compatibilitate cu viteza de umplere | Excelent — funcționează cu toate materialele de umplutură standard | Bine — poate necesita ajustări de viteză |
| Risc de reticulare | Da, aldehidele și zaharurile reducătoare pot lega încrucișarea | Nu - nu este susceptibil la reticulare |
| Adecvarea alimentară | Nu este potrivit pentru vegani/vegetarieni | Potrivit pentru toate preferințele dietetice |
Una dintre cele mai semnificative provocări practic în fabricarea și formularea capsulelor de gelatină este reticulare a cochiliei — o reacție chimică în care compușii care conțin aldehidă (din excipienți, materiale de umplere sau ambalaje) reacţionează cu grupările amino din lanțurile de proteine de gelatină, formând legături covalente care fac învelișul rigid și rezistent la dizolvare.
Învelișurile de gelatină reticulate pot trece testul inițial de dizolvare, dar eșuează după 3-6 luni de depozitare , creând un risc serios de biodisponibilitate care adesea nu este detectat până când studiile de stabilitate sunt bine în curs. Testul de dizolvare pe două niveluri USP a fost dezvoltat special pentru a aborda acest lucru: capsulele care nu respectă criteriile standard de dizolvare sunt testate din nou în prezența enzimelor (pepsină sau pancreatină) pentru a determina dacă reticulare este cauza.
Declanșatorii cunoscuți pentru reticulare în sistemele cu capsule de gelatină includ:
Strategiile de atenuare includ înlocuirea lactozei cu zaharuri nereducătoare (de exemplu, manitol sau celuloză microcristalină), utilizarea desicanților și a gazelor inerte în spațiul de cap în ambalaj, selectarea capsulelor HPMC pentru formulări sensibile la aldehide și efectuarea de teste accelerate de stabilitate la 40°C/75% RH timp de 6 luni ca protocol standard.
Producătorii de capsule care furnizează industria farmaceutică trebuie să opereze sub cGMP (buna practică de producție actuală) reglementările definite de FDA 21 CFR Parts 210/211 (SUA), EudraLex Volumul 4 (UE) sau ghidurile naționale echivalente. Regimul de control al calității pentru producția de capsule de gelatină acoperă mai multe dimensiuni:
Dincolo de capsulele standard de gelatină tare și moi, industria capsulelor a dezvoltat variante specializate pentru a îndeplini cerințele specifice de livrare a medicamentelor. Aceste modificări sunt introduse fie în timpul fabricării cochiliei, fie ca tratamente post-producție.
Capsulele standard de gelatină se dizolvă rapid în acid gastric (pH 1–2). Pentru medicamentele care sunt acid-labile sau care trebuie administrate în intestin, capsulele de gelatină sunt acoperite după umplere cu polimeri enterici, cum ar fi ftalat de hidroxipropil metilceluloză (HPMCP), ftalat de acetat de celuloză (CAP) sau Eudragit L100 . Aceste învelișuri rămân intacte la pH gastric sub 5,0, dar se dizolvă la pH intestinal peste 5,5-6,0, permițând eliberarea intestinală țintită.
Capsulele de gelatină tare pot fi umplute cu formulări lichide sau semi-solide - o tehnologie care unește simplitatea fabricării capsulelor dure cu avantajele de biodisponibilitate asociate în mod tradițional cu capsulele moi. Umplerile cu lichid pentru capsule trebuie să fie neapoase sau conţin mai puţin de 10% apă pentru a preveni înmuierea cochiliei. După umplere, capsulele sunt sigilate folosind banding (o bandă de gelatină aplicată în jurul joncțiunii capac-corp), termoetanșare sau sudare prin rotație. Acest format a demonstrat o utilitate deosebită pentru îmbunătățirea biodisponibilității medicamentelor BCS clasa II și IV slab solubile prin sisteme de livrare a medicamentelor pe bază de lipide (LBDDS).
Dincolo de HPMC, sunt disponibile materiale alternative pentru aplicații specifice. Capsulele de pullulan (fabricate din tapioca fermentată) oferă proprietăți excelente de barieră la oxigen - viteze de transmitere a oxigenului aproximativ de 10 ori mai mic decât gelatina — făcându-le potrivite pentru materiale de umplutură foarte sensibile la oxidare. Capsulele pe bază de amidon sunt o altă alternativă fără animale, dar sunt mai puțin utilizate din cauza fragilității mai mari și a provocărilor de procesare.
Învelișul capsulei de gelatină în sine nu este utilizat în mod obișnuit pentru a obține eliberarea modificată - această funcție este de obicei încorporată în umplutură (pelete acoperite, mini-tablete, granule cu eliberare controlată). Cu toate acestea, capsula de gelatină este un recipient ideal pentru adăpostirea mai multor populații de pelete cu profiluri de eliberare diferite. De exemplu, o capsulă de gelatină tare de mărimea 0 poate conține un amestec de peleți cu eliberare imediată și cu eliberare prelungită de 8 ore într-o singură capsulă, creând un profil de eliberare bifazic dintr-o etapă simplă de fabricație.
Învelișul gol al capsulei de gelatină este doar o parte a poveștii. Procesul de umplere – desfășurat la producătorii de produse farmaceutice, organizațiile de dezvoltare și producție a contractelor (CDMO) sau farmaciile de combinare – este la fel de esențial pentru calitatea produsului final.
Umplutoarele industriale de capsule (de la producători precum IMA, Bosch/Syntegon și MG America) funcționează pe o mișcare continuă sau intermitentă. Ele deschid învelișurile capsulei preblocate, umplu corpul cu doza de pulbere, pelete sau lichid, apoi închid și ejectează capsula umplută. Ratele de ieșire pentru umplutoarele rotative de mare viteză variază de la 150.000 până la 500.000 de capsule pe oră . Controlul variației greutății se realizează prin cântărire automate care resping capsulele în afara toleranței specificate, de obicei ±5% din greutatea de umplere țintă pentru umpluturi cu pulbere.
Pentru combinarea în loturi mici sau fabricarea în studii clinice, plăcile de umplere a capsulelor (Torpac, Capsule Machine) permit umplerea manuală a 50 până la 300 de capsule per lot . Umpluturi semi-automate de pe bancă reduc golul, manevrabilitate 5.000 până la 50.000 de capsule pe oră și sunt obișnuite în operațiunile farmaceutice la scară mică și în setările de specialitate.
Umplerea capsulelor cu gelatină tare trebuie să aibă loc în medii controlate. Parametrul cel mai critic este umiditatea relativă: cojile de gelatină devin prea fragile pentru a fi manipulate mai jos 30% RH și prea moale și lipicioasă deasupra 60% RH . Condițiile standard ale camerei de umplere sunt 20–25°C și 40–55% RH . În climatele umede, umplerea încăperilor necesită dezumidificare activă cu sisteme HVAC validate.
Pentru companiile farmaceutice, mărcile nutraceutice și CDMO, selectarea furnizorului potrivit de capsule de gelatină necesită o evaluare pe mai multe dimensiuni, dincolo de prețul de bază pe o mie de capsule.
Adresa ta de e-mail nu va fi publicată. Câmpurile obligatorii sunt marcate *
Dacă doriți să aflați mai multe despre produsele noastre, nu ezitați să ne contactați și vă vom ajuta.

